
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Вплив тиску газу на якість поверхні лазерного різання
2025-02-26
Технологія лазерного різання широко використовується в різних галузях завдяки її перевагам, таким як висока точність та висока ефективність. Однак чи знаєте ви, що розмір тиску газу під час лазерного різання має вирішальний вплив на розрізну секцію?
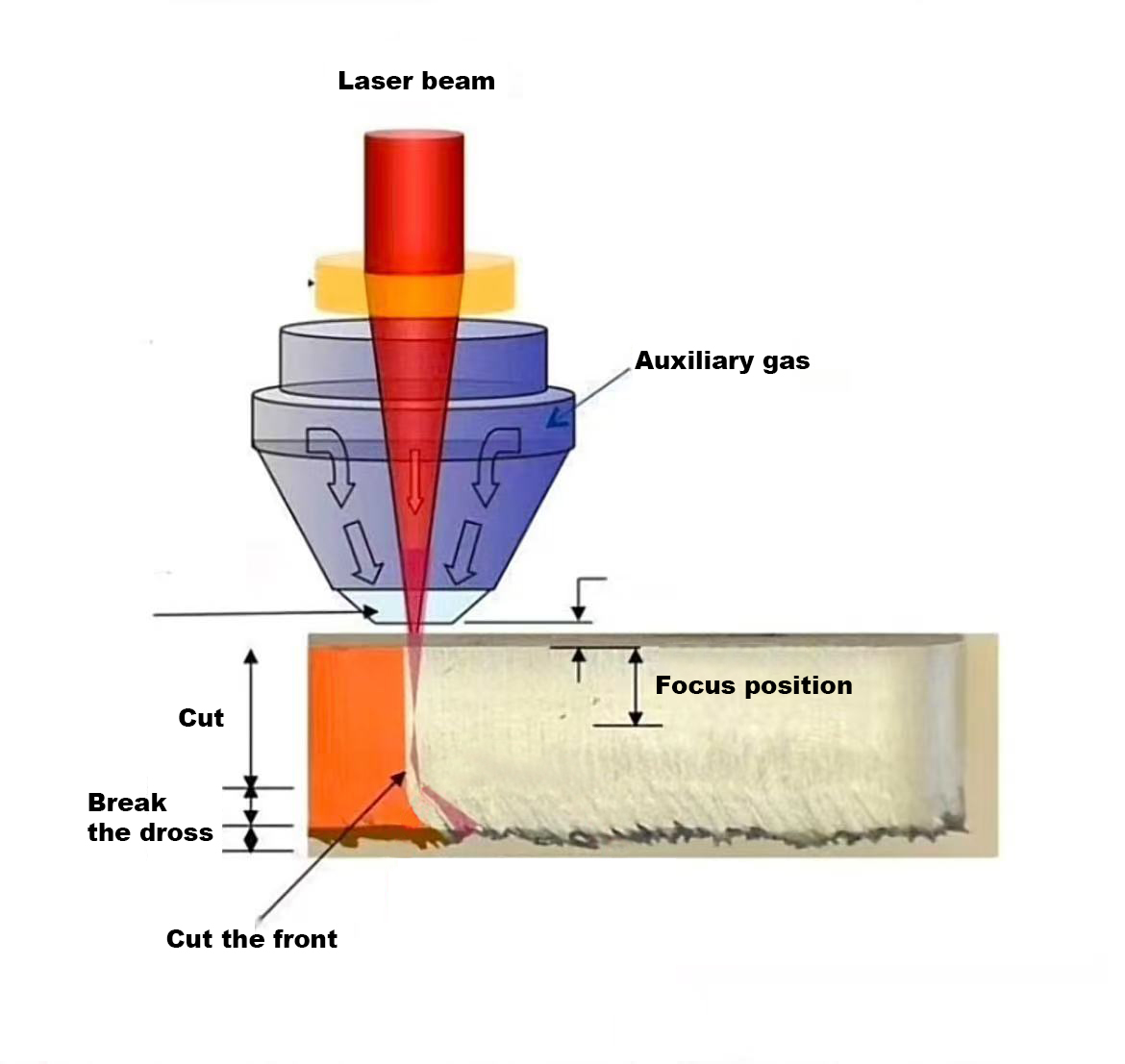
Лазерне різання використовує високу енергію лазера, щоб миттєво випаровувати метал, і використовує допоміжний газ, щоб здути шлак на поверхню заготовки для завершення різання. Розрізаний газ не тільки допомагає розсіювати тепло та сприяти згорянці, але й видуває розплавлені плями, щоб зробити ділянку різання гладкою. Однак, коли тиск газу змінюється, розділ різання також представлятиме різні стани.
Коли тиск ріжучого газу занадто низький, шлак у процесі різання не може бути ефективно підірваний, в результаті чого деякі розплавлені плями залишилися внизу заготовки. Після охолодження ці залишкові розплавлені плями утворюватимуть пухирі, що впливають на плавність поверхні різання та зниження якості різання. Крім того, занадто низький тиск газу може також ускладнити промені лазерного променя проникнути в матеріал, збільшити час перфорації та, таким чином, знизити ефективність виробництва та швидкість різання. Зрештою, це не тільки вплине на точність різання, але й спричинить розплавлені плями на поверхні заготовки, що ще більше посилює проблему якості різання.

З іншого боку, коли тиск ріжучого газу занадто високий, секція різання може здатися грубим і ширина різання шва збільшується. Надмірний тиск газу призведе до надмірного видування в області різання, викликаючи часткове плавлення ріжучої поверхні, тим самим впливаючи на плоскості поверхні різання та ускладнюють утворення ідеальної розрізання. Особливо в точці проникнення, надмірний тиск газу посилить плавлення, що призведе до більшої температури плавлення, що ще більше впливає на якість різання.

У фактичному процесі лазерного різання контроль тиску газу повинен бути точно відрегульований відповідно до типу, товщини та різання вимог матеріалу. Різні матеріали мають різні вимоги до тиску газу. Наприклад, при різанні звичайної вуглецевої сталі необхідний тиск різання газу зменшується порівняно зі збільшенням товщини матеріалу; У той час як для матеріалів з нержавіючої сталі, тиск різання газу повинен відповідно збільшуватись із збільшенням товщини матеріалу. За допомогою розумного регулювання тиску газу залишкові розплавлені плями або надмірне плавлення під час процесу різання можна ефективно уникнути, тим самим гарантуючи, що поверхня різання є гладкою та тонкою та відповідає стандартам виробництва.

З його точною технологією коригування тиску газу, Huawei LaserЛист металева лазерна машинаможе автоматично оптимізувати тиск газу відповідно до потреб різних матеріалів, щоб забезпечити високу ефективність та точність під час процесу різання.



