
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

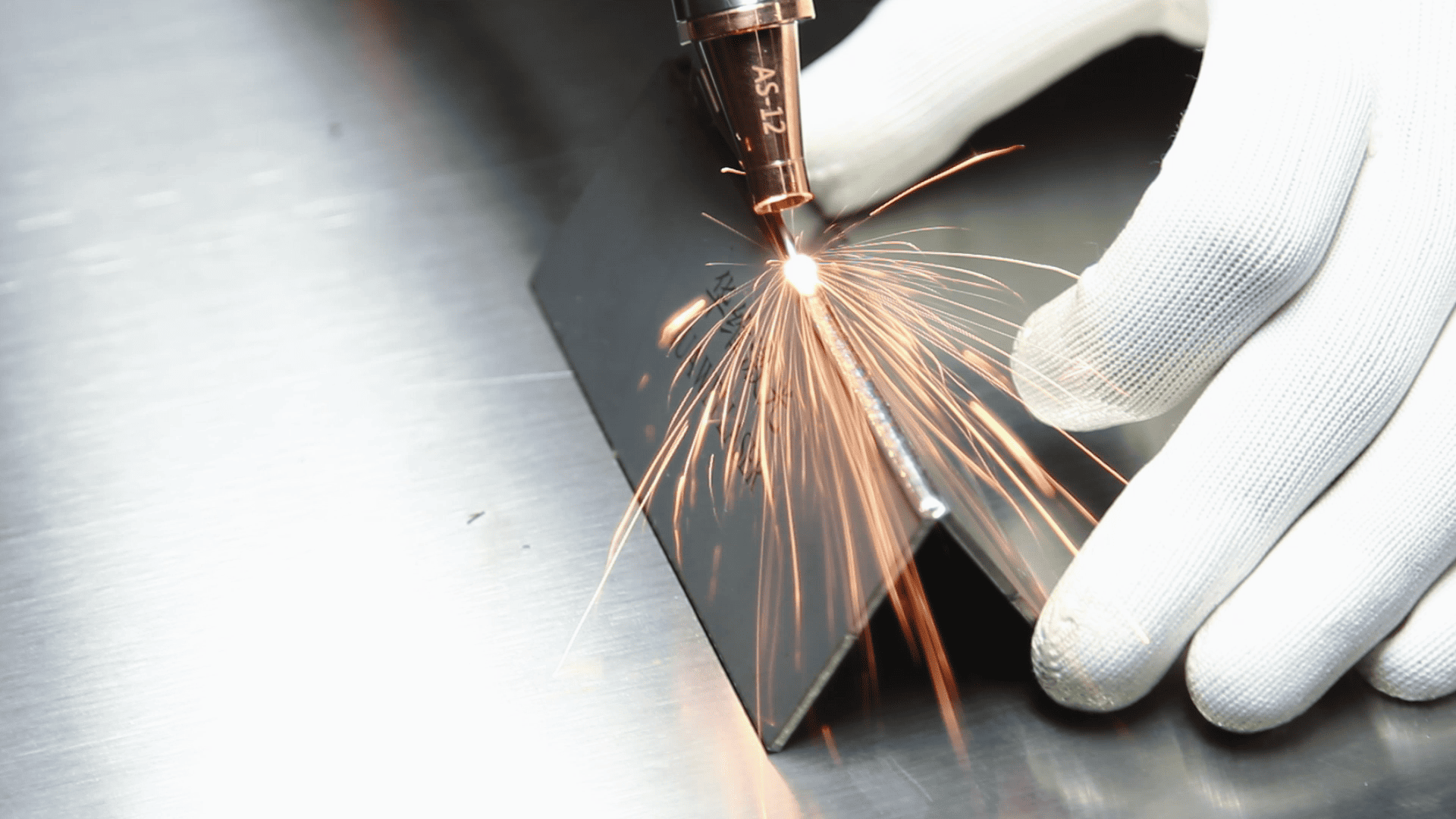
Аналіз поширених помилок у лазерному зварюванні
У промисловому виробництві лазерне зварювання є критичним процесом, якість якого безпосередньо впливає на безпеку та надійність продукції. Однак оператори часто потрапляють у загальні підводні камені, які компрометують цілісність зварювання, впроваджують небезпеку безпеки та порушують виробництво. Нижче ми розбираємо десять поширених помилок лазерних зварювання, щоб допомогти професіоналам пом'якшити ризики та підвищити якість процесів.
Помилкове уявлення 1: Вищий/нижчий струм завжди кращий?
Аналіз випуску: Поточний контроль є ключовим. Надмірний струм перевантажує зону зварювання, спалювання через базовий матеріал і створює 凹陷 (вм'ятини), ослаблення структурної міцності. Недостатній струм не вдається належним чином розплавити матеріал наповнювача, в результаті чого 假焊 (холодні суглоби) та приховані ризики безпеки.
Найкращі практики: оптимізуйте струм на основі товщини матеріалу та типу електрода/дроту. Для 3-мм сталевих пластин з електродами φ2.5 використовуйте 90–110A як керівництво, але завжди зверніться до посібника зварювання для конкретних параметрів.
Помилкове уявлення 2: Нехтування попереднім прибиранням
Аналіз випуску: шари олії, іржі або оксиду діють як бар'єри. Ці забруднення випаровуються під час зварювання, утворюючи 气孔 (пори) або включення шлаку, що послаблюють 焊缝 (зварні шви).
Найкращі практики: ретельно подрібнюйте поверхні до металевих 光泽 (блиск), використовуючи кутові шліфувальні машини або дротяні щітки. Знищити ацетоном для поверхонь, що не містять нафти.
Помилкове уявлення 3: Випадкові кути електрода
Тематичне дослідження: При плоскому зварюванні кути> 80 ° дестабілізують розплавлений басейн, викликаючи нерівномірне утворення намистин.
Правильна техніка:
Плоске зварювання: нахил електродів 70 ° –80 ° назад для стабільних дуг та рівномірного розподілу тепла; Використовуйте стійкий лінійний рух.
Вертикальне зварювання: підтримуйте кути 60 ° –70 ° вгору з зигзагоподібними коливаннями та короткими паузами на краях, щоб запобігти 咬边 (підріз).
Помилкове уявлення 4: пропуск обладнання
Ризики: витоки газу в екранованому зварюванні дозволяють інфільтрацію кисню/азоту, окислюючи 焊缝. Розпущені ґрунтові кабелі підвищують опір, викликаючи нестабільні дуги або пожежі.
Протокол: щоденні перевірки правильного заземлення, зізації кабелю та тиску газового циліндра (на зварювання газового, що відмовляється).
Помилкове уявлення 5: Нестандартне захисне спорядження
Небезпеки: дугове випромінювання викликає фотокератит; Іскри спалюють шкіру; Плуми призводять до пневмоконіозу.
Обов’язковий ЗІЗ:
Автомобільні шоломи (DIN11+).
Полум'я стійкі костюми + шкіряні рукавички.
Вентиляційні системи або сертифіковані респіратори.
Неправильне уявлення 6: невідповідні матеріали бази та наповнювача
Критична помилка: Використання електродів вуглецевої сталі на нержавіючої сталі прискорює корозію при 焊缝.
Вказівки:
Відповідати хімічним композиціям (наприклад, Q235 сталь з електродами E4303).
Забезпечити механічну еквівалентність для високоміцних сталей.
Неправильне уявлення 7: неконтрольовані міжшарові температури
Дефекти: Надмірне тепло в багатошаровому зварювальному зварюванні зерна і індукує деформацію.
Методи управління:
Монітор міжшарові темпи (150–250 ° C) з інфрачервоними термометрами.
Використовуйте пропускне зварювання для рівномірно розподіляти тепло.
Помилкове уявлення 8: ігнорування лікування після запису
Приховані ризики: шлак 残留 (залишок) сприяє корозії; Залишкове стрес викликає тріщини.
Процедура:
Видаліть шлак за допомогою чіпінг -молотків; Польція з дротяними щітками.
Застосовуйте відпал стресу для критичних компонентів.
Неправильне уявлення 9: надмірна залежність від окремих методик
Обмеження: тільки навички зварювального зварювання не вдається в накладному або трубі зварюванні, що призводить до 焊瘤 (перекриття) або неповного синтезу.
Навчання: Майстер вертикального, горизонтального та накладного зварювання; Практикуйте дугу, розбиваючи зварювання (збивання) та плетіння півмісяця.
Неправильне уявлення 10: Нехтування факторами навколишнього середовища
Заборонені сценарії: дощ викликає тріщини водню; Обмежені простори захоплюють токсичні випари.
Вимоги:
Підтримувати вологість <85%; Використовуйте вітряки для пориву> 2 м/с.
Тримайте воду подалі від сплавів алюмінію/магнію.
Huawei Laser нагадує вам: Точне зварювання, досконалість спочатку! Для розширення можливостей промисловості у подоланні викликів зварювання, Huawei Laser рекомендує 1500 Вт - 3000 Вт Інтелектуальна серія лазерного зварювального руху, розроблений для сплавів з нержавіючої сталі, вуглецевої сталі та алюмінію. Ця портативна система, що містить моніторинг проникнення в реальному часі, та адаптивне регулювання параметрів, спрощує складні процеси, усуває традиційні помилки та підвищує продуктивність.
Зверніться до Huawei Laser:
Електронна пошта: huaweilaser2017@163.com | Офіційний веб-сайт: www.huawei-laser.com
Примітка. Цей переклад зберігає ключові технічні терміни китайською мовою (з англійськими поясненнями), щоб забезпечити чіткість для глобальних фахівців. Завжди дотримуйтесь вказівок виробника обладнання для конкретних операцій.


